

Sheave with Lightening Holes
One method to reduce the weight of a sheave is to add lightening holes into the sheave.
In some cases, the lightening holes are burnt into the sheave blank prior to machining.
In other cases, the lightening holes are machined into the sheave during the machining process.
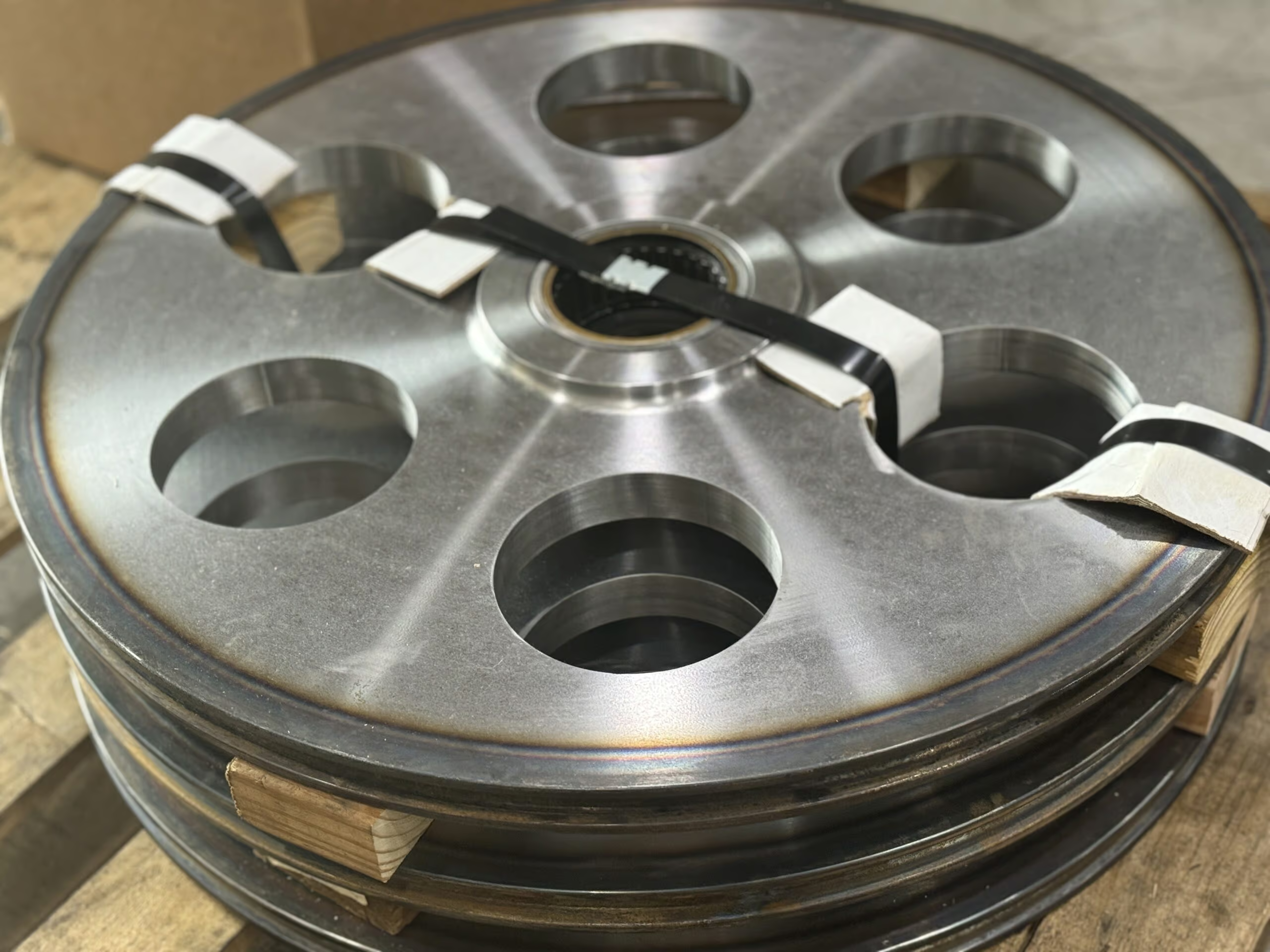
Here is an example of a sheave where the lightening holes were machined.

This sheave had an outer diameter of 25-3/8″, grooved for 1/4″ cable, and has 6 machined lightening holes.
Bear Equipment can machine both the groove profile and the lightening holes in the same CNC lathe utlizing live tooling.
Here is a picture of the lightening holes being machined:

In a standard CNC lathe, the part rotates while the tool does not rotate,, which is how you machine the sheave overall profile.
With live tooling, the tool rotates while the part is either stationary or rotates.
Live tooling essentially allows the lathe to complete milling operations in a lathe.
Here is a video of the lightening holes being machined:
Here is a close-up of the groove and machined lightening holes.
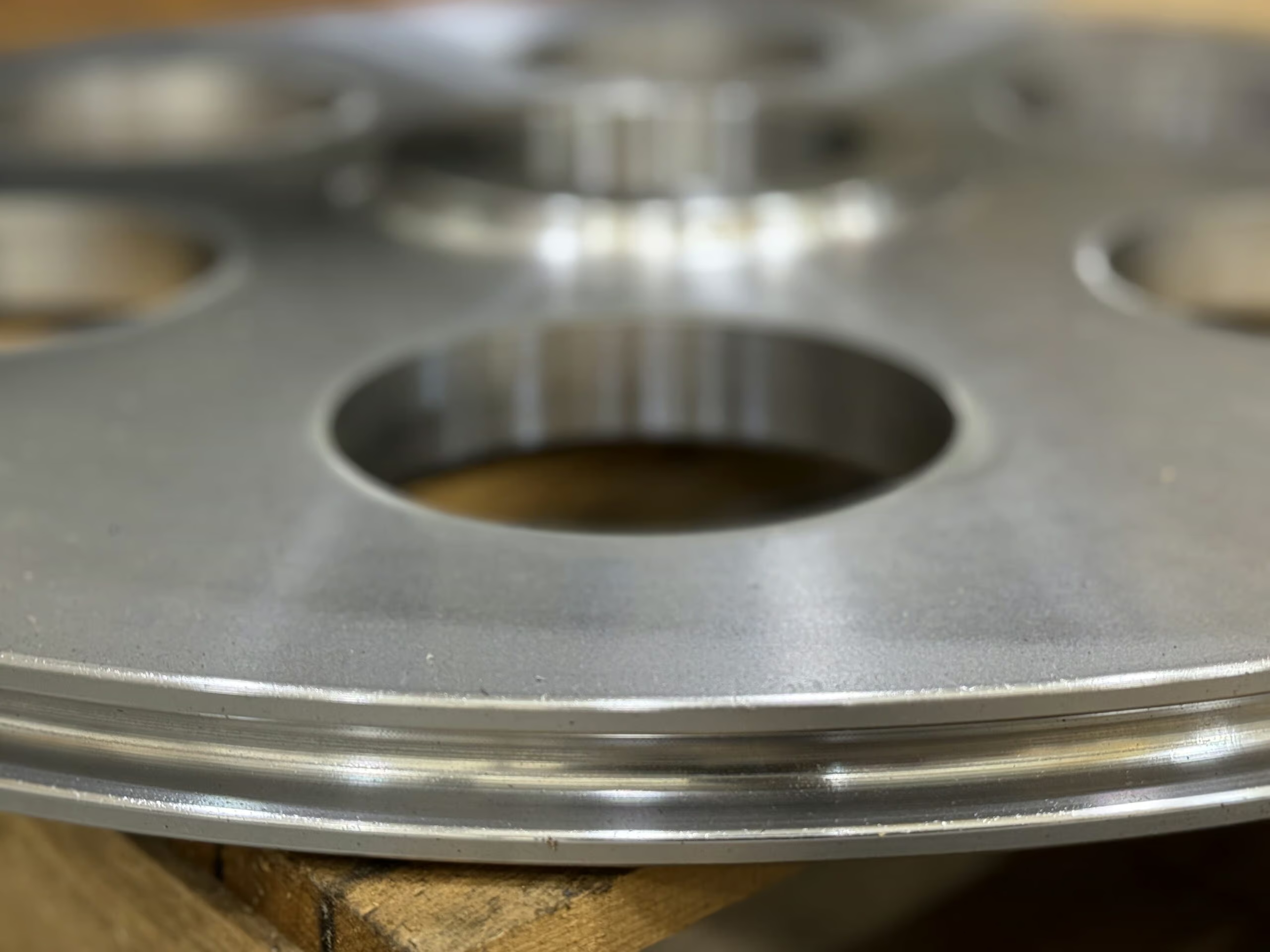
This sheave groove was flame hardened and had needle bearings pressed into the bore.
