

Crane Sheave
Bear Equipment specializes in sheaves for crane applications.
Crane sheaves are generally fabricated with lightening holes to reduce weight.
Flame Hardening the groove is also typical for crane sheaves to prolong the sheave life.
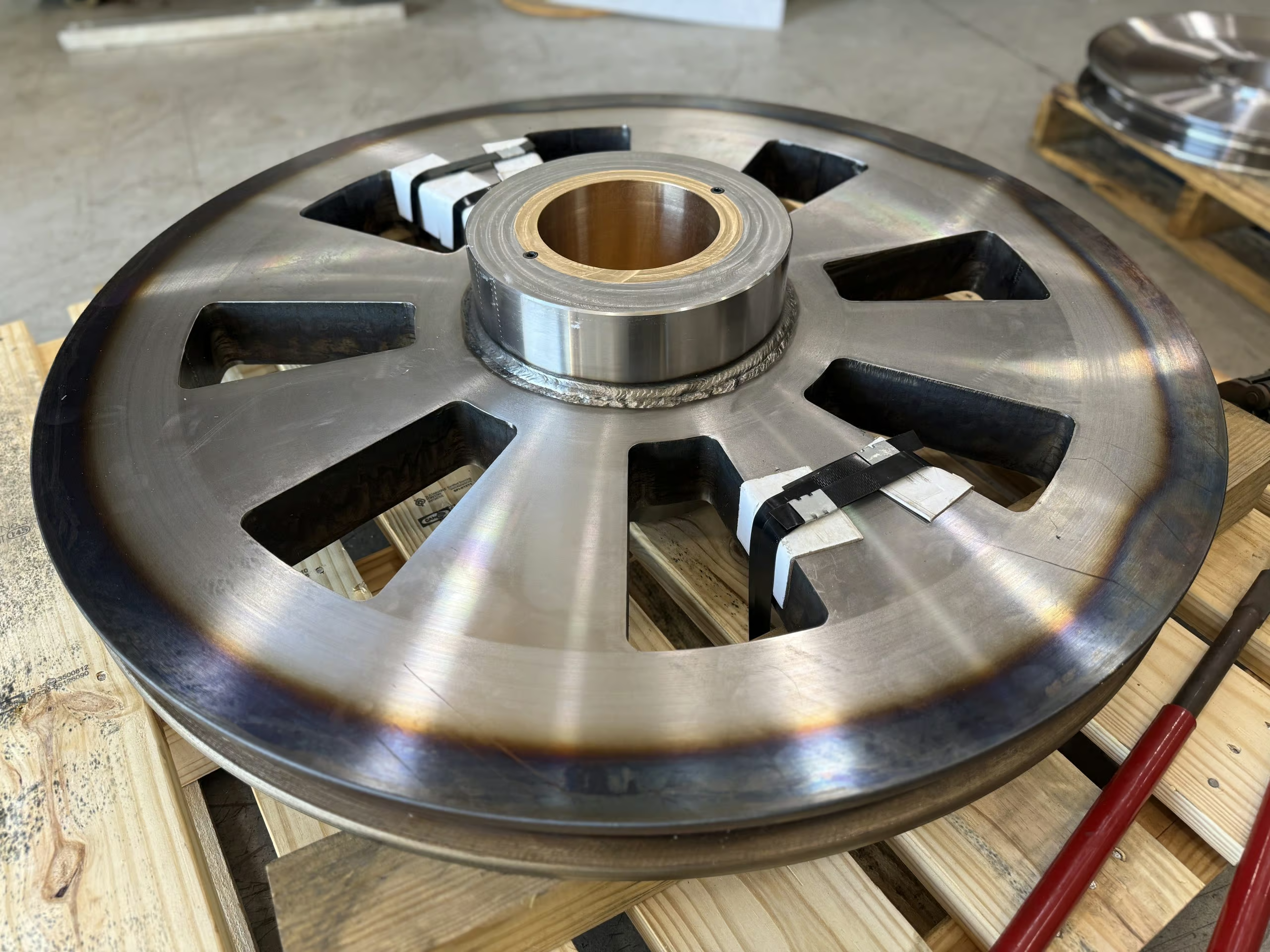
Here is an example of a crane sheave with a 38-1/4″ outer diameter, grooved for 1-1/2″ cable.
The fabrication process starts with a pattern of 1045 steel, which is then machined to the correct thickness and groove profile.

The hub for this sheave is then machined in one of our CNC lathes.

Below is a picture of the sheave playte and hub, prior to welding.

The groove of the sheave plate is then flame hardened and tested in house.

The hub is then welded into the sheave plate. Now the hub is ready for the hydraulic press to have the bronze bushing installed.

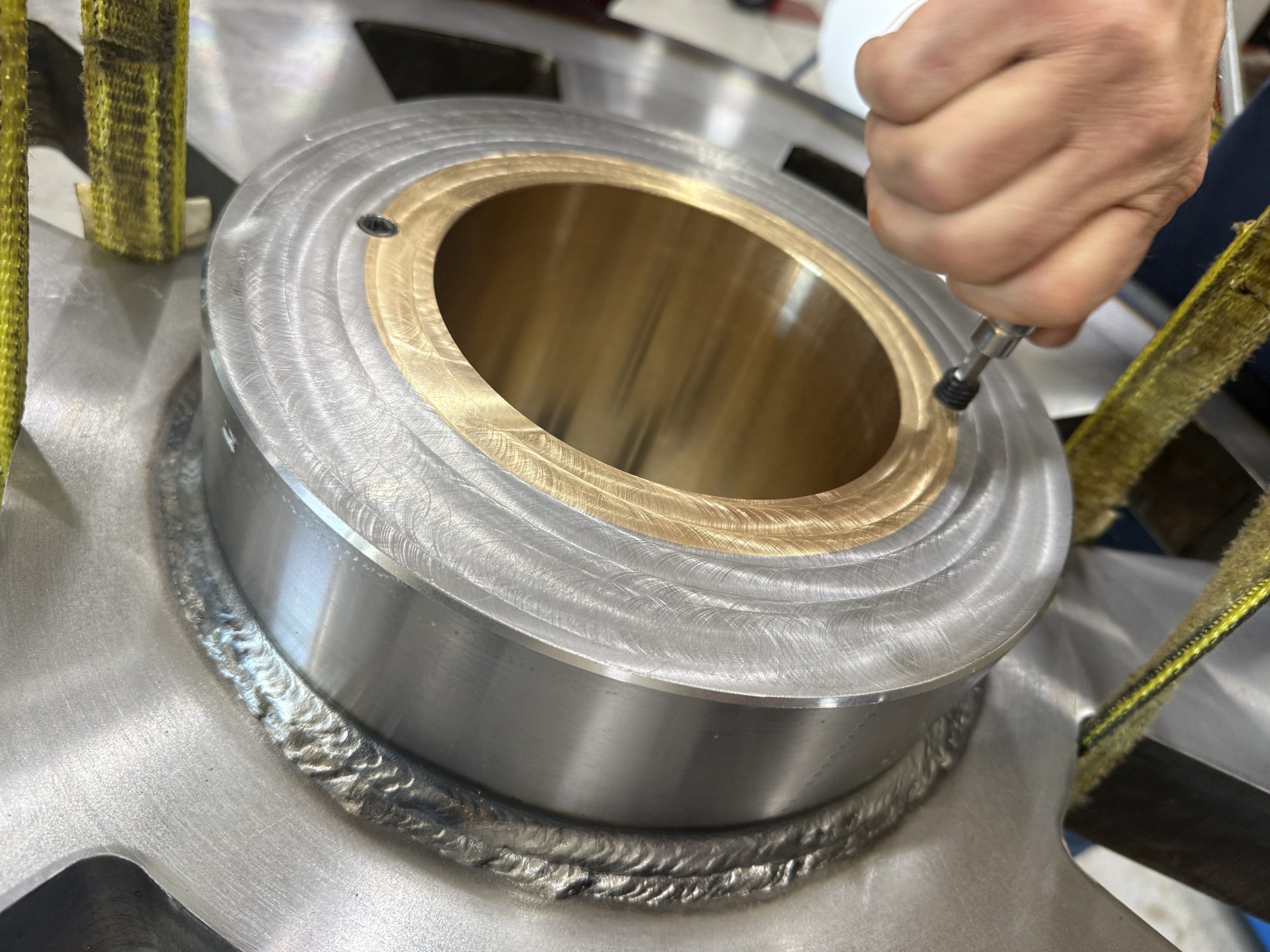
Here is a picture after the bushing is installed.

Once the bushing is installed, the sheave is then placed in our vertical mill for three operations. The first is to face the bushing to the correct hub width. Next, the bore is machined to ensure the bore of the bushing is running true and concentric to the sheave plate.

The last operation is to drill and tap two holes where the outer diameter of the bushing and the inner diameter of the sheave plate meet. While the bushing was pressed in under a specific press fit, in certain applications, additional precautions are taken to ensure the bushing fit. A setscrew is installed in these holes to provide additional fit interference and shear load protection for the bushing and sheave plate fit. This is called a dutch key.
This crane sheave was provided uncoated, but Bear offers numerous coating options.
Contact us today with your crane sheave needs.